


304 Pneumatski cilindar klipnjača od nehrđajućeg čelika, osovina od nehrđajućeg čelika


Uvesti
Šipke se prvo podvrgavaju preciznom glodanju i obradi, a zatim prolaze kroz brušenje površine hromom, omogućavajući nivo površinske preciznosti od f8, i površinsku tvrdoću koja dostiže HV850 minimum i više, što ne samo da pomaže u poboljšanju otpornosti na habanje, već i pomaže u produženju životni ciklus štapova, čime se pomaže kupcu da uštedi troškove.
Aplikacija
Direktno za cilindar, cilindar, klipnjaču amortizera, i naširoko se koristi u tekstilnoj štampi i bojanju, strojevima za štampanje, vodilicama, mašinama za livenje pod pritiskom, vodilice mašine za brizganje, izbacivačom i drugim mehaničkim proizvodima vodeće igle i četiri- stupna presa vodilica, faks mašine, štampači i drugi moderni kancelarijski strojevi vodilice i neke precizne vitke osovine za proizvode industrije dijelova.
Detalji o proizvodu
| specifikacije | φ6-φ12 | φ16-φ25 | φ30-φ50 | φ55-φ100 | φ105-φ1200 |
| dužina | 200-2000 | 200-3000 | 200-5000 | 200-10000 | 1000-10000 |
| Hrapavost površine | Ra<0.2 | ||||
| Površinska obrada tvrdoće | HRC6 | Pravost | 0,15/1000 mm | ||
| Krug tolerancije | GB1184 9Ocjena | Debljina hroma | Prema zahtjevima korisnika | ||
| Tolerancija pune veličine | GB1100ITOcjena | Materijal | Prema zahtjevima korisnika | ||
| Osa tvrdoće | HB220-280 | ||||
| Status dostupnosti | Bez površinske obrade, hromiranje ili nikl-fosfor na površini, nitriranje u slanom spreju na površini | ||||
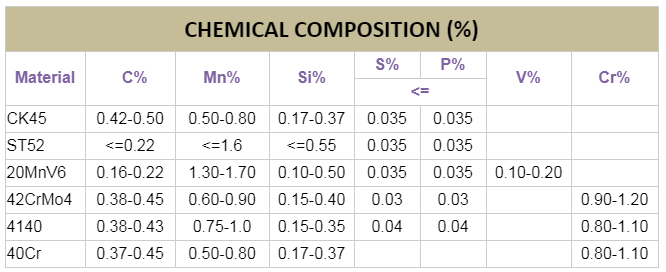
| HEMIJSKI SASTAV(%) | |||||||
| Materijal | C% | Mn% | Si% | S% | P% | V% | Cr% |
| <= | |||||||
| CK45 | 0,42-0,50 | 0,50-0,80 | 0,17-0,37 | 0,035 | 0,035 | ||
| ST52 | <=0,22 | <=1.6 | <=0,55 | 0,035 | 0,035 | 0,10-0,20 | |
| 20MnV6 | 0,16-0,22 | 1.30-1.70 | 0,1-0,50 | 0,035 | 0,035 | ||
| 42CrMo4 | 0,38-0,45 | 0,60-0,90 | 0,15-0,40 | 0.03 | 0.03 | 0,90-1,20 | |
| 4140 | 0,38-0,43 | 0,75-1,0 | 0,15-0,35 | 0.04 | 0.04 | 0,80-1,10 | |
| 40Cr | 0,37-0,45 | 0,50-0,80 | 0,17-0,37 | 0,80-1,10 | |||
| Prečnik | Težina | Tolerancija | Tolerancija | Tolerancija |
| mm | Kg/m | f7 (μm) | f8(μm) | h6(μm) |
| ¢6 | 0.22 | -10--22 | -10--28 | 0--9 |
| ¢8 | 0,39 | -13--28 | -13--35 | 0--9 |
| ¢10 | 0,62 | -13--28 | -13--35 | 0--11 |
| ¢12 | 0,89 | -16--34 | -16--43 | 0--11 |
| ¢16 | 1.58 | -16--34 | -16--43 | 0--11 |
| ¢18 | 2.00 | -16--34 | -16--43 | 0--13 |
| ¢20 | 2.47 | -20--41 | -20--53 | 0--13 |
| ¢22 | 2.99 | -20--41 | -20--53 | 0--13 |
| ¢25 | 3.86 | -20--41 | -20--53 | 0--13 |
| ¢28 | 4.84 | -20--41 | -20--53 | 0--13 |
| ¢30 | 5.55 | -20--41 | -20--53 | 0--16 |
| ¢32 | 6.32 | -25--50 | -25--64 | 0--16 |
| ¢36 | 8.00 | -25--50 | -25--64 | 0--16 |
| ¢38 | 8.91 | -25--50 | -25--64 | 0--16 |
| ¢40 | 9.87 | -25--50 | -25--64 | 0--16 |
Tabela hemijskog sastava
FAQ:
P1: Što su pneumatski cilindar od nehrđajućeg čelika, tvrdi krom?
O: Tvrde kromirane šipke od nehrđajućeg čelika se uglavnom koriste za hidraulične i pneumatske klipnjače za inženjerske mašine, proizvodnju automobila, vodilice za plastične mašine, valjke za mašine za pakovanje, mašine za štampanje, tekstilne mašine, osovinu za transportne mašine i linearnu optičku os za linearno kretanje..Klipnjača se obrađuje valjanjem.Budući da površinski sloj ima zaostalo površinsko naprezanje, pomaže u zatvaranju mikro pukotina na površini i sprečava širenje korozije.
P2: Koje su karakteristike klipnjače pneumatskog cilindra od nehrđajućeg čelika?
O: Klipnjača pneumatskog cilindra od nehrđajućeg čelika obrađuje se valjanjem.Budući da površinski sloj ima zaostalo površinsko naprezanje, pomaže u zatvaranju površinskih mikro pukotina i sprečava širenje korozije.
Time se poboljšava otpornost površine na koroziju i može odgoditi stvaranje ili širenje zamornih pukotina, čime se poboljšava zamorna čvrstoća šipke cilindra.Valjanjem se na valjanoj površini formira hladnim radom kaljeni sloj, koji smanjuje elastičnu i plastičnu deformaciju kontaktne površine brusnog para, čime se poboljšava otpornost na habanje površine šipke cilindra i izbjegava opekotine uzrokovane brušenjem.Nakon valjanja, vrijednost hrapavosti površine se smanjuje, što može poboljšati svojstva parenja.Istovremeno se smanjuje oštećenje trenjem brtvenog prstena ili zaptivnog elementa tokom kretanja klipa šipke cilindra, a ukupni vijek trajanja pneumatskog cilindra je poboljšan.
P3: Koje su prednosti klipnjače od nehrđajućeg čelika 304
O: Nehrđajući čelik 304 je materijal koji se koristi u proizvodnji klipnjača.Otporan je na slabe korozivne medije kao što su zrak, para i voda.Najčešće korišteni materijali su 304, 316. Zavarljivost, mogućnost poliranja, otpornost na toplinu, otpornost na koroziju i otpornost na koroziju ovih materijala su relativno dobri.Preciznim hladnim izvlačenjem, preciznim brušenjem, visoko preciznim poliranjem i drugim procesima, klipnjača od nerđajućeg čelika proizvedena od strane Svi tehnički indikatori ispunjavaju i premašuju nacionalne standarde, pa se često koriste u cilindrima ulja, vazdušnim cilindrima i amortizerima.
P4: Kakav je proces kotrljanja klipnjače pneumatskog cilindra od nehrđajućeg čelika?
O: Klipnjača pneumatskog cilindra od nehrđajućeg čelika obrađuje se valjanjem.Budući da površinski sloj ima zaostalo površinsko naprezanje, pomaže u zatvaranju površinskih mikro pukotina i sprečava širenje korozije.
Time se poboljšava otpornost površine na koroziju i može odgoditi stvaranje ili širenje zamornih pukotina, čime se poboljšava zamorna čvrstoća šipke cilindra.Valjanjem se na valjanoj površini formira hladnim radom kaljeni sloj, koji smanjuje elastičnu i plastičnu deformaciju kontaktne površine brusnog para, čime se poboljšava otpornost na habanje površine šipke cilindra i izbjegava opekotine uzrokovane brušenjem.Nakon valjanja, vrijednost hrapavosti površine se smanjuje, što može poboljšati svojstva parenja.Istovremeno se smanjuje oštećenje trenjem brtvenog prstena ili zaptivnog elementa tokom kretanja klipa šipke cilindra, a ukupni vijek trajanja pneumatskog cilindra je poboljšan.
P5: Koje su karakteristike klipnjače od nehrđajućeg čelika pneumatskog cilindra?
O: 1. Odlična otpornost na koroziju, dobra otpornost na koroziju u procesu proizvodnje celuloze i papira.Štaviše, nerđajući čelik 304 je takođe otporan na koroziju od strane okeana i korozivnu industrijsku atmosferu.
2.U okruženju visoke temperature, 304 nehrđajući čelik ima dobru otpornost na oksidaciju.U uvjetima visoke temperature, kada je koncentracija sumporne kiseline niža od 15% i viša od 85%, nehrđajući čelik 304 ima široku primjenu.
